|
Obwohl
dieses Beispiel über 20 Jahre alt ist und mit einer heute veralteten
Kameratechnik (140x140 Messpunkte) erstellt wurde,
zeigt es doch ein weiteres Einsatzgebiet von Infrarotmessungen.
In einer Elektronikfirma werden Gläser mit einem
fotoempfindlichen Lack beschichtet, aus welchen in der weiteren
Verarbeitung Glasoriginale für die Leiterplattenherstellung gefertigt werden.
Die gesamte Produktion wird in Rein- und Gelbräumen (Gelbraum
wegen der Lichtempfindlichkeit des Lackes) vorgenommen. Nachdem in einem
Beschichtungsautomaten der flüssige Fotolack
auf quadratische, bis 30 cm große Spezialgläser aufgebracht wird, werden
diese geschleudert. Das Schleudern mit einer hohen Drehzahl garantiert
eine gleichmäßig dicke Lackbeschichtung. Anschließend werden die
Glasplatten mit Hilfe eines Greifersystems auf
die Heizplatten, sogenannte Hotplates gelegt. Je nach verwendeten Glasplatten
wird jede Heizplatte auf eine bestimmte Temperatur aufgeheizt. Während
eines Produktionszyklusses durchlaufen die
Gläser verschiedene Hotplates. In diesem Beispiel sind es 7 Stück. Die
Hotplates heizen die Glasplatten nach einer vom Fotolackhersteller
vorgeschriebenen Aufheiz- und Abkühlkurve auf. Das Temperaturprofil und
die Höhe der Temperatur der einzelnen, mit fotoempfindlichem Lack
beschichteten Quarzglasplatten, ist neben der sehr hohen Anforderung an
die Reinheit ein mitbestimmendes Maß für die spätere Qualität der
Glasoriginale. Mit Hilfe der Infrarotmessungen sollten die Temperaturhöhe
und die Temperaturverteilung auf verschiedenen Gläsern ermittelt werden,
während sie unter Produktionsbedingungen bei entsprechenden Verweilzeiten
auf den einzelnen Hotplates liegen. Bei nicht richtig gefahrenen
Temperaturkurven kommt es zu keiner optimalen Aushärtung des Lackes. Das
kann beispielsweise bei weiteren Verarbeitungsvorgängen, wie der Ätzung
der Schaltkreisstrukturen, zu einer Unterätzung der Lackstrukturen
führen. Der superfeine Leiterzug würde so dünner werden oder es käme gar
zu einer Unterbrechung der feinen Leiterstruktur.
Ohne berührungslose Infrarotmessung ist eine
Temperaturverteilungsuntersuchung der Glasplatten nicht möglich. Wie
unter Produktionsbedingungen, durchlaufen die Platten bei dieser
dokumentierten Messung die einzelnen Heizstationen. Die Verweilzeit pro
Heizstation betrug 15s. Mit einem Haltesystem befestigt, befindet sich
die Infrarotkamera, entsprechend des nebenstehenden Fotos, ca. 50 cm über
den Messobjekten. Um die Glasoberfläche messen
zu können, wurde die Kamera mit einem spektralem GHT- Filter von 5µm
ausgerüstet. Aller 15s wurden Infrarotaufnahmen gespeichert. Bei einem
Produktionsdurchlauf entstehen so 42 einzelne Bilder. Um eine höhere
Aushärtetemperatur zu erreichen, muss man die Hotplatetemperatur
erhöhen oder die Verweilzeit vergrößern. Eine längere Verweilzeit würde
zwangsläufig zu einer Verlängerung der Taktzeit und somit zu einem
geringeren Produktionsdurchsatz führen.
|

|
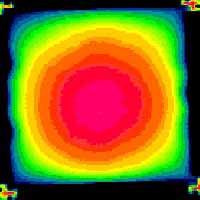
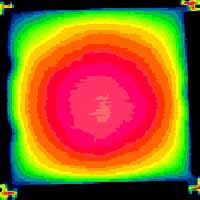
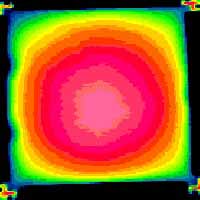
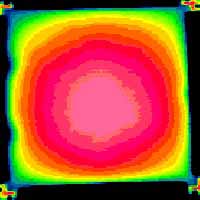
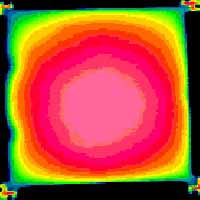
Interessant für die Betreiber der Leiterplattenherstellung
waren auch die Temperaturverteilungen auf den jeweiligen Glasplatten. Die
Infrarotaufnahmen haben ergeben, dass die Normalglasplatten sich
durchbiegen. Auf den Heizplatten liegen die Glasplatten auf einem
Zentriersystem auf und somit ca. 0,1mm über der eigentlichen Heizfläche.
Sie berühren die Heizplatten also nicht. Zur Berührung kommt es nur, wenn
sich die Glasplatten, aufgrund der Erwärmung, durchbiegen und dies ist
bei den 20cm großen Normalglasplatten der Fall, was man bisher nicht
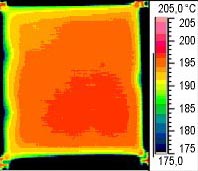
vermutete. Der direkte Kontakt führt somit zu einer größeren Temperatur
im mittleren Bereich der Glasoiginale, welches
im Infrarotbild sehr deutlich zu erkennen ist.
|
|
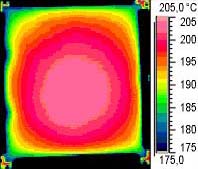
Objekt
|
:
|
Messung
16, Glasplatten 20cm, Verweilzeit 15s auf einer Heizplatte insgesamt 90s
Maschinendurchlauf
|
|
Temperatur
in Maschine
|
:
|
20,3°C
|
|
Station
5
|
:
|
Hotplatetemperatur 220°C
|
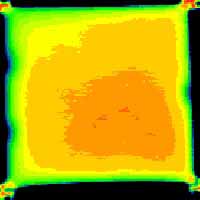
- Normalglas -
(Durchbiegung
des Glases in der Mitte wird sichtbar)
|
Verweilzeit auf Hotplate
15s
|
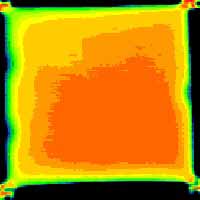
Verweilzeit auf Hotplate
30s
|
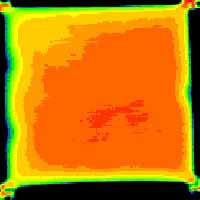
Verweilzeit auf Hotplate
45s
|
Verweilzeit auf Hotplate
60s
|
Verweilzeit auf Hotplate
75s
|
Verweilzeit auf
Hotplate 90s
|
|
|
|
|
|
|
|
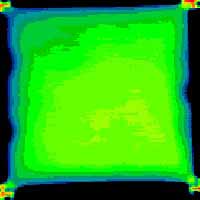
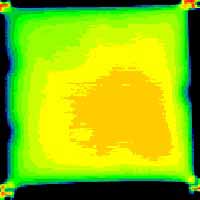
- Quarzglas -
|
Verweilzeit auf Hotplate 15s
|
Verweilzeit auf Hotplate
30s
|
Verweilzeit auf Hotplate
45s
|
Verweilzeit auf Hotplate
60s
|
Verweilzeit auf Hotplate
75s
|
Verweilzeit auf
Hotplate 90s
|
|
|
|
|
|
|
|
Messung 16, grafischer
Temperaturanstieg der Glasplatten, Station 1 - 7 für einen Durchlauf in
Abhängigkeit von der Zeit (90s Takt - nur Spezialgläser -)
|
Die Auswertungen der Infrarotbilder im Rechner
erlauben dann eine Grafik über den Temperaturverlauf eines
Glasplattenoriginals während eines Produktionszyklusses
zu erstellen. Eindeutig ist hier zu erkennen, dass die Hotplates
(Temperaturmittelwert der Hotplates entspricht der rote
Temperaturverlauf) die eingestellten Heizplattentemperaturen (in der
Grafik als schwarze waagerechte Linien zu erkennen) nicht erreichen.
Die Infrarotbilder mit Auswertungen haben die Firma in die Lage versetzt,
ihre Produktionsanlagen zu optimieren und somit die Qualität ihrer
Produkte zu erhöhen. Der Produktionsprozess konnte anschaulich
dargestellt werden, welches vor einer Infrarot- Wärmebildmessung nur
bedingt möglich war.
Einen Zeitungsartikels zur Anwendung der
Infrarotmessungen in der Industrie, wie er in der Fachzeitschrift
"MM Maschinenmarkt" Heft 8/2004 - Vogel Industrie Medien
erschienen ist, können Sie sich hier als pdf-
Datei herunterladen: Zeitungsartikel
IR-Messungen in der Industrie.pdf (666KB).
|
|